Top 8 Benefits of Digital Twins in Manufacturing Systems
Through the dynamic recalibration of machinery, production lines, processes, and systems, businesses can automate the decision-making process and utilize these insights to make better decisions. Put differently, experts can examine, analyze, and evaluate physical assets, processes, and systems using digital twins since they give them access to virtual tools.

Dealing With Quality Control Issues? Achieve Higher Standards with Our Predictive Digital Twin Solutions
“The digital twin has seen a quick adoption in the manufacturing industry, particularly with applications within smart factories. The most common advantages across all digital twin applications are quicker risk assessment, predictive maintenance, real-time monitoring, better collaboration, and decision-making. This aids the companies to test and validate a product before creating prototypes.”– Statista
What is a Digital Twin in Manufacturing Industry: Overview
A digital twin is an enhanced version of any system, procedure, or tangible asset that is used to support business objectives. Digital twins in manufacturing industry can be created for assets, particular production lines, final products, or any other “real-world” scenario that may arise during a production process. The operational and simulation stages of a product or process lifecycle are handled by digital twins. The result is a digital representation that businesses can utilize to learn more and have deeper visibility into their production, regardless of how they create a digital twin.
Every technique carried out and every product generated is distinct. To characterize individual items, lines of business, assets, and procedures, hundreds or even thousands of critical input variables exist. A digital twin is a dynamic replica used in industrial processes that is intended to record, organize, and map process variables into an ever-updating database. The entire organization has access to and can use this database. Teams can use this data to create significant discoveries by using it in other apps, models, or third-party programs by making it more easily accessible in a digital setting.
Digital Twins & Smart Technology: Transforming Manufacturing
The first industrial revolution was sparked by steam power and mechanization at the start of the 19th century. Two centuries later, we are amid Industry 4.0, a digital revolution that combines machine learning, augmented reality, digital twin modeling, and the Internet of Things to improve industrial productivity and automate several critical processes. A survey conducted in the manufacturing sector revealed that 69% of the respondents had used smart technology initiatives. Furthermore, almost two-thirds of respondents claim that they are adopting smart manufacturing to cut expenses.
However, your digital twins can reach new heights by integrating with IoT sensors, providing real-time data and insightful data about your manufacturing processes. When combined, these state-of-the-art technologies assist businesses in automating industrial procedures and maximizing safety.
Digital Twin Ecosystem in Manufacturing
Long-term gains in asset performance and optimization are possible with digital twin systems. Data exchange between the digital and physical twins is made possible by technologies like artificial intelligence, machine learning, and the Internet of Things. At each moment, data learning is made possible by digital twin technology, which can interact, learn from, and update its physical counterparts.
The twin model goes through different stages that make up the digital twin ecosystem.
- Digital Twin Prototype
- Digital Twin Instance
- Digital Twin Aggregate
Digital twin platforms are not limited to one instance. The development of the digital twin ecosystem is facilitated by the integration of several digital twin solutions.
Battling Data Overload? Our Digital Twins Streamline Data Management for Clearer, Actionable Insights
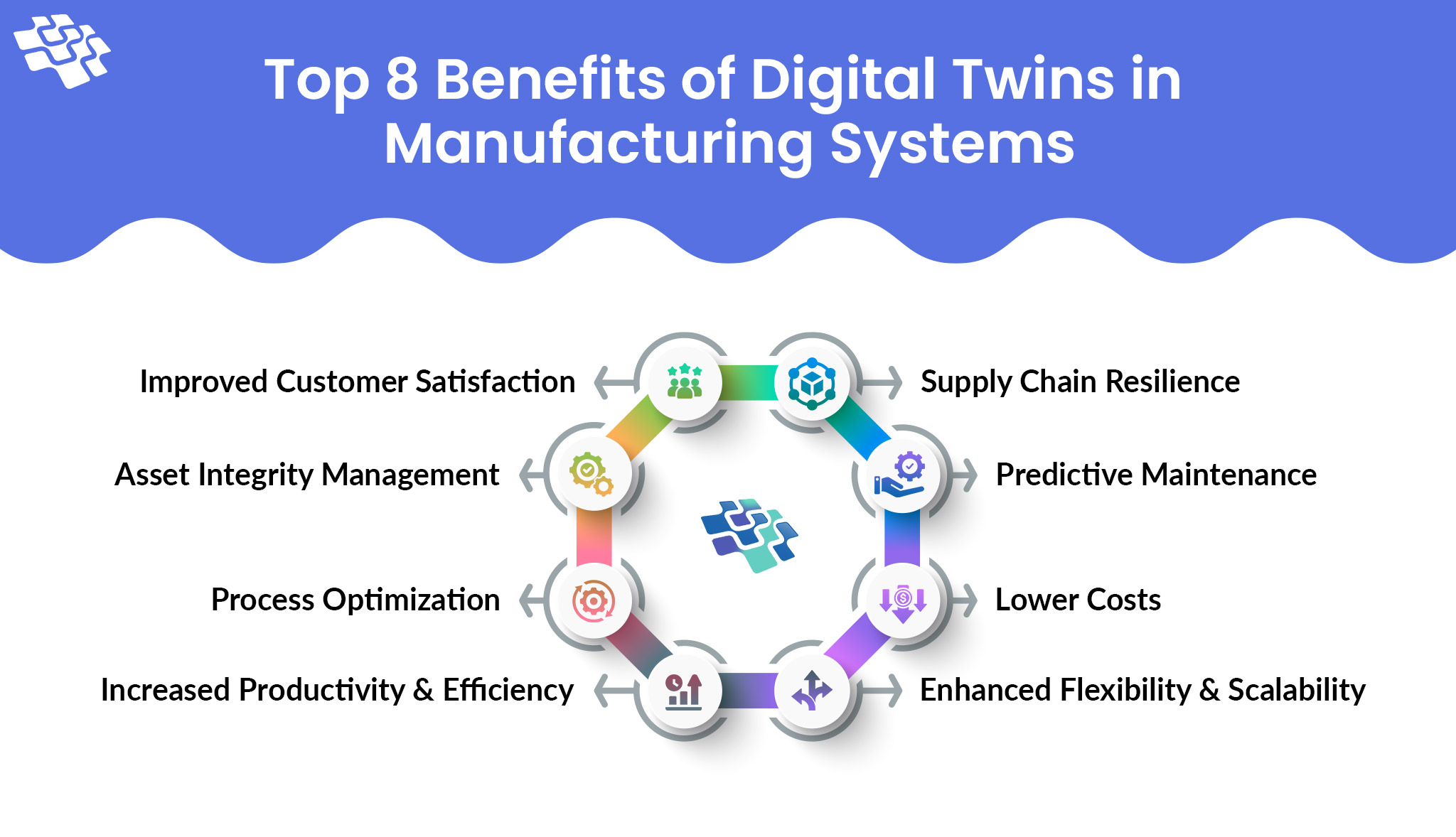
Top 8 Benefits of Digital Twins in Manufacturing Systems
There are several benefits to using digital twins in manufacturing, and they vary depending on the setting in which it is used. Here are outlined the top 8 benefits of digital twin technology in manufacturing.
 1. Improved Customer Satisfaction
1. Improved Customer Satisfaction
 1. Improved Customer Satisfaction
1. Improved Customer SatisfactionOur market is becoming more and more focused on the needs of the consumer, and meeting those needs can set you apart from the competition. Consumers want businesses to be aware of their needs, and studies indicate that they are willing to pay more for superior service. Through use cases like predictive maintenance, digital twins in manufacturing can help increase customer happiness.
However, because they gather real-time data on the product, they can also facilitate easier customer care and repair procedures and provide information for future product developments. Based on a recent survey, the manufacturing, aerospace, defense, and pharmaceutical industries place a high value on this benefit.
2. Asset Integrity Management
In all manufacturing processes, including those in the petrochemical, hydroprocessing, and refinery sectors, uninterrupted operations are critical to facility income. Digital twin technology for manufacturing, which allows users to view the same real information in the same context as if they were on the physical site, is rapidly evolving within these industries and quickly becoming the industry standard in complete asset integrity management. This allows users to visualize the living conditions of assets from a desktop or mobile device.
The ability to view and interpret massive volumes of data in a single 3D asset model, as well as the availability of information, make digital twins in manufacturing valuable in this context and allow for the extraction of intelligence that can be used. Among the many advantages of this information is the ability to plan for tank maintenance and to visualize and stage work tasks from any location.
3. Process Optimization
A variety of sensors are frequently installed at manufacturing facilities to provide data on the site’s present condition. With this data, engineers can produce a digital twin of a process or a digital twin of a process. Process digital twins, which simulate an entire object and reveal how it’s distinct parts, assets, and units function together, give operators information about output bottlenecks.
This improves the quality and quantity of outputs by assisting operators in making decisions about whether to recalibrate their machinery or use a different material for manufacture.
4. Increased Productivity & Efficiency
Increasing productivity and efficiency is one of the main benefits of adopting digital twins in manufacturing. Businesses can use a digital twin to lower maintenance costs and downtime, detect and solve issues faster, and monitor and analyze performance in real time. A digital twin, for instance, can be used to track and examine data from several sensors, including pressure and temperature, to spot equipment problems before they get serious. This can lower downtime and boost productivity by assisting businesses with maintenance and repair planning.
A digital twin can also be utilized to swiftly detect and resolve issues. Through real-time data analysis, businesses can spot problems early and address them before they become serious. This can assist businesses in decreasing downtime, boosting productivity, and raising the general caliber of their output. Saving money is another benefit of using a digital twin in smart manufacturing. Businesses can save money and become more competitive in the manufacturing sector by decreasing maintenance costs and downtime.
5. Enhanced Flexibility & Scalability
Businesses can scale up or down production in response to changing market conditions and client demands by utilizing a digital twin. They can find areas where improvements can be made by using a digital twin, for instance, to mimic and analyze the production process. Through these enhancements, businesses can save waste and boost productivity, enabling them to better respond to shifting consumer needs and market situations.
A digital twin can also be utilized to scale production up or down based on need. Businesses can determine which areas require production by tracking and evaluating data in real time. They can be better able to react swiftly to shifts in demand, which may result in higher productivity and lower expenses.
6. Lower Costs
By streamlining different parts of operations and empowering companies to make better, data-driven decisions, digital twins help manufacturers cut costs. This entails maximizing the use of available resources, cutting maintenance expenses, and limiting downtime. Consequently, businesses can increase their operational efficiency, which saves resources and lowers operating expenses.
As a result, recent research has demonstrated that for some users, digital twins can reduce product development timeframes by 20–50%. Manufacturing businesses that have integrated digital twins into their workflows have observed, on average, a 15% boost in efficiency and a 13% decrease in maintenance costs.
7. Predictive Maintenance
Improved predictive maintenance is a major benefit of employing digital twins in production. This technology is completely changing the way facilities maintain and run their machinery. Digital twins provide a continuous condition assessment of the equipment, which helps in the early detection of equipment problems. Additionally, manufacturers can be able to improve their maintenance cycles with the real-time knowledge that digital twins offer regarding mechanical wear and tear. By ensuring that gear lasts longer and continues to run effectively, intelligent scheduling helps businesses protect their capital investments.
The ability of digital twins to increase machine longevity and reduce delay is one example of how they facilitate environmentally friendly production practices.
8. Supply Chain Resilience
Digital twins are essential to building responsive and flexible supply chains in the age of Industry 4.0 and smart manufacturing, which can swiftly adapt to shifting market conditions. By digitizing all aspects of their supply chain, including suppliers, manufacturing procedures, and distribution systems, manufacturers may increase their visibility.
This makes it possible to track the performance of the supply chain in real time, enabling the early detection of weaknesses and disruptions.
Refer to Our Podcast for Further Details:
Weathering the Storm- Why Supply Chain Resilience is Always in Season
Finding Process Optimization Challenging? Leverage Our Digital Twins for Enhanced Efficiency and Performance
New Frontiers of AI Innovation in Manufacturing
While leaders in this space have already produced successful pilots and some also manage large-scale, commercialized AI systems, the adoption of digital twins and industrial AI are still in their infancy. But that’s going to change shortly. Digital twin adoption in manufacturing is predicted to increase tenfold by 2027. Furthermore, a 2023 poll found that 57% of manufacturing leaders are experimenting with various small-scale AI pilot projects, and another 28% are putting successful pilots into practice.
The manufacturing sector has not yet been significantly impacted by generative AI, but this is going to change shortly. The Gen AI suite of technologies includes large language models, which can aid in the development of conversational interfaces for digital twins, therefore commodifying access to operational insights. Factory operations might ask Gen AI assistants to provide the most recent asset performance statistics or recommend the best service order for monitored equipment, all without having to create custom reports.
Build Digital Twins for Manufacturing with NextGen Invent
Digital twins serve as a dynamic link between the digital and physical realms. It gives industrial businesses a strong toolkit for competitiveness, innovation, and optimization in the fast-paced business environment of today. The range of applications for digital twin production demonstrates the technology’s adaptability and viability. Digital twins in manufacturing can help businesses grow and solve the problems preventing them from scaling in a world where competition is always increasing, and more companies are choosing to use innovative technologies. However effective adoption of digital twins is only possible when done thus.
Leading manufacturing software development services company NextGen Invent is skilled in utilizing digital twin technology to its full potential for manufacturing companies. Contact us to learn more and to talk about the potential benefits of our collaboration for your business.
Frequently Asked Questions About Digital Twins in Manufacturing

“Digital twins revolutionize manufacturing by providing real-time insights, enabling predictive maintenance, and optimizing processes. They drive efficiency, reduce costs, and enhance decision-making, positioning manufacturers at the forefront of innovation and competitiveness in an increasingly digital and interconnected world.”
Bhaskar Sharma
AVP, Account Management
Related Blogs
How AI is Reducing Energy Consumption in Manufacturing?
With its ability to foresee energy demand—particularly by anticipating machinery usage and malfunction, AI reduces energy consumption in manufacturing industries and improves process efficiency. To maximize energy efficiency across sectors,...
How AI in Manufacturing Industry is an Ultimate Game Changer?
What if machines could think, learn, and make decisions like humans? AI is already here and is revolutionizing the manufacturing industry, so don’t worry if it sounds like a sci-fi idea. Experts estimate that AI in manufacturing industry will reach...
How IoT in Manufacturing is Revolutionizing the Industry?
IoT in manufacturing is now a key factor that is changing the ever-changing Industry 4.0 landscape. The way industries use data, interact, and function has changed as a result of IoT. In fact, according to a survey of executives in the manufacturing industry, 86% of them...
Stay In the Know
Get Latest updates and industry insights every month.